
Გაიგეთ ძველი განსხვავებები, გამოყენებები და გარკვეული გადაწყვეტილების სტრატეგიები უკეთესი შედეგებისთვის.
Ცარიელი ტექნოლოგიების გასაგება
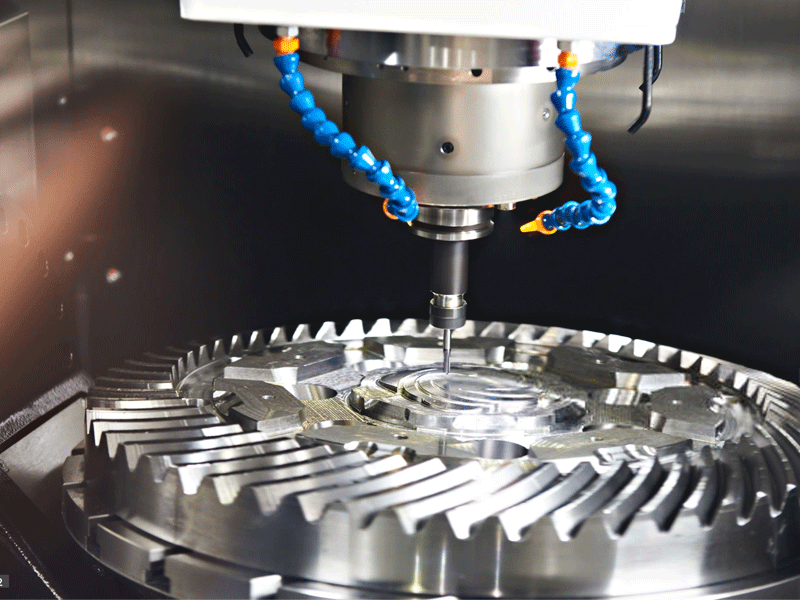
CNC მილინგი და CNC ჩრდილოეთი არის ორივე კომპიუტერ-კონტროლირებული გამოკლების მანქანები, მაგრამ ისინი გამოჩნდებიან ფუნდამენტურად განსხვავებულ გამოყენებებში:
| Პროცესი | Ძირითადი ფუნქცია | Უკეთესი არის |
| CNC ფრეის | Იყენებს როტაციულ მრავალპუნქტოვან იнструმენტებს, რომ გაჭრას მასალა სტაციონარ მუშაობიდან. | Სარგებლო 3D გეომეტრია, სლოტები, ღირებულები და რთული კონტურები. |
| CNC გარდაქმნა | Როტირებს მუშაობას, ხოლო ერთწევრიანი იнструმენტი წააღებს მასალას წრფივად. | Ცილინდრული/სიმეტრიული კომპონენტები, როგორიცაა ღერძები, ბუშინგები და გასწორილი ელემენტები. |
Ძირითადი განსხვავებები ნაზრევით
1. მოძრაობის დინამიკა
Მილინგი: ინსტრუმენტები მოძრაობენ 3–5 ღერძით (X, Y, Z + როტაციული) მრავალმიმართული ჭრილისთვის.
Როტაცია: მუშაობა ხვრელზე დარ旋ს, კიდევ ინსტრუმენტები წრფივად გადაადგილდებიან (ჩანაწერად Z-ღერძი).
2. გეომეტრიული საშუალებები
Მილინგი: ქმნის სირთული ფორმებს (მაგ.: ჰაეროსფერული ბრაჩეტები, მოლდის გამოსახულებები).
Როტაცია: გამოსაცდილოდ რადიალური სიმეტრიაზე (მაგ.: მოტორის პისტონები, ჰიდრაულიკური ადაპტორები).
3. ეფექტიურობა და ღირებულება
Მილინგი: უმეტეს დაყოვნის სირთულე, მაგრამ უფრო დიზაინური საშუალება. იდეალურია პროტოტიპებისა და დაბალ-საშუალო წყაროებისთვის.
Გარკვევა: უფრო სწრაფი ციკლის დრო და დაბალი ერთეულის ღირებულება მაღალ ტომის ცილინდრულ კომპონენტებისთვის.
| Კოეფიციენტი | Აირჩიეთ CNC მილინგი | Აირჩიეთ CNC გარკვევა |
| Კომპონენტის გეომეტრია | 3D კონტურები, საკუთარი გამოყოფები, ქვედა ჩაჭრები | Ცილინდრები, კონები, დისკები, ხაზები |
| Წარმოების მოცულობა | Პროტოტიპები, მცირე სერიები (<1,000 ერთეული) | Მაღალ მოცულობის წარმოება (>5,000 ერთეული) |
| Მასალა | Მეტალები, პლასტმასები, კომპოზიტები (მაგ., ტიტანი, PEEK) | Ბარის სტოკი, ტუბები, გამორთვილი ბლანკები (ალუმინი, ბრონზა, სპინძი) |
| Ტოლერანციები | ±0.02 მმ რბილი მრავალღერძიანი დაზუსტებისთვის | ±0.005 მმ რადიალური ერთსაფეხუროდ შესაბამისად |
| Მიწოდების ვადა | Გრძელი დაყენება, იდეალურია ინდივიდუალური ინსტრუმენტების გზებისთვის | Სწრაფი მიყენება, განახლებადი ავტომაცია |
5 პრო საბაზისო რჩევები პროცესის არჩევად
1. დაიწყეთ CAD-ით: გამოიყენეთ 3D მოდელები გეომეტრიული სირთულის შესაფასებლად.
Მილინგი: საჭიროა >3-ღერძიანი ელემენტებისთვის.
Გარდაქმნა: საკმარისია ღერძისიმეტრიული დიზაინებისთვის.
2. მასალის განკუთვნილების შეფასება:
Გარდაქმნა მინიმიზებს ნაღარის ნაწილს ცილინდრულ მასალაზე.
Მილინგი გამოჩნდება ბლოკ-მსგავს წყაროებით.
3. პრიორიტეტი გაძლიერების ხარისხისთვის:
Გარდაქმნა აღწერს Ra 0.4–1.6 μm შემდეგ პროცესების გარეშე.
Მილინგის შემდეგ შეიძლება საჭირო იყოს გრინდინგი/პოლირება წუთის გარკვეული დასრულებისთვის.
4. ინსტრუმენტების ბიუჯეტი:
Მილინგი: უფრო მაღალი ინსტრუმენტების ხარჯი (მრავალ-ღერძოვანი სეტი).
Გარდაქმნა: ეკონომიურია სტანდარტული ინსტრუმენტებისთვის.
5. ჰიბრიდული ამოხსნები: შეიძლება შეიძახოთ ორივე ფლანგის ღირივეების მსგავს ნაწილებისთვის – მილინგის მიერ დაამატეთ ატრიბუტები გარდაქმნილ ბაზებზე.
Რატომ უნდა შეთანხმდეთ KETUO Machine-სთვის თქვენს CNC საჭიროებისთვის?
Როგორც სერტიფიცირებულ ისო 9001:2015 მაชინების სპეციალისტი 15+ წლის ექსპერტიზით, CFS Machine წარმოადგენს:
✅ საბოლოო ამოხსნები: CAD/CAM დიზაინიდან მდგომარეობის შემდგომ დამუშავებამდე.
✅ ინდუსტრიული მწიფე ზუსტობა: ±0.005 მმ მწიფები 3/4/5-ღერძიან მილინგსა და Swiss-ტიპის როტაციისთვის.
✅ მასალების მასტერობა: მაშინების დამუშავება 50+ მეტალების, პლასტმასებისა და კომპოზიტების გამოყენებით.
✅ მასშტაბირება: პროტოტიპი სრულ წარმოებამდე (1–100,000+ ერთეული).
 Სწორი სიახლეები
Სწორი სიახლეები2025-05-24
2025-05-23
2025-05-22
Ტონგჰუაშუნს აქვს მაღალკვალიფიციური გუნდი და თანამედროვე საწარმო მოწყობილობები, რომლებიც უზრუნველყოფს მაღალხარისხიან პროდუქტებს, მათ შორის CNC დამუშავებულ და დამაგრებულ ალუმინის ნაწილებს.
№10, ლუჟოუ ინდუსტრიული და კომერციული ზონა, ლეკონგ სოფელი, შუნდე რაიონი, ფოშან ქალაქი, გუანგდონგის პროვინცია, ჩინეთი
Copyright © Foshan Tonghuashun Stainless Steel Products Co., Ltd ყველა უფლება დაცულია Კონფიდენციალურობის პოლიტიკა Ბლოგი






